
FMEA (Hata Türleri ve Etkileri Analizi) Nedir?
FMEA; İngilizce “Failure Mode and Effects Analysis” teriminin baş harflerinden oluşur ve Türkçeye “Hata Türleri ve Etkileri Analizi” olarak çevrilmiştir. Bu yöntem; tasarım, proses, sistem veya hizmet süreçlerinde karşılaşılabilecek bilinen veya olası hataları, henüz müşteriye ulaşmadan tespit etmeyi, önceliklendirmeyi ve ortadan kaldırmayı amaçlayan sistematik bir yaklaşımdır.
Günümüzün yoğun rekabet ortamında artık sadece problemleri çözmek yeterli değil; bu problemleri daha oluşmadan önlemek hayati bir zorunluluktur. FMEA, riskleri önceden tahmin ederek hataları kaynağında engelleyen güçlü bir analiz tekniğidir.
Aşağıdaki durumlarda başarıyı garanti altına almak ve riskleri en aza indirmek için FMEA vazgeçilmez bir araçtır:
- Yeni bir ürünün devreye alınması,
- Mevcut bir üretim sürecinin değiştirilmesi,
- Yeni bir projenin teknik analizi.
Kısaca FMEA; geçmiş deneyimlerden ders çıkararak gelecekteki hataları bugünden öngörme ve süreci iyileştirme çalışmasıdır.
Tüm FMEA türleri aşağıdaki gibidir:
- Sistem FMEA (S-FMEA): henüz tasarımın en başında, sistemin tamamı ve parçalar arasındaki etkileşimlerdeki riskleri analiz eder.
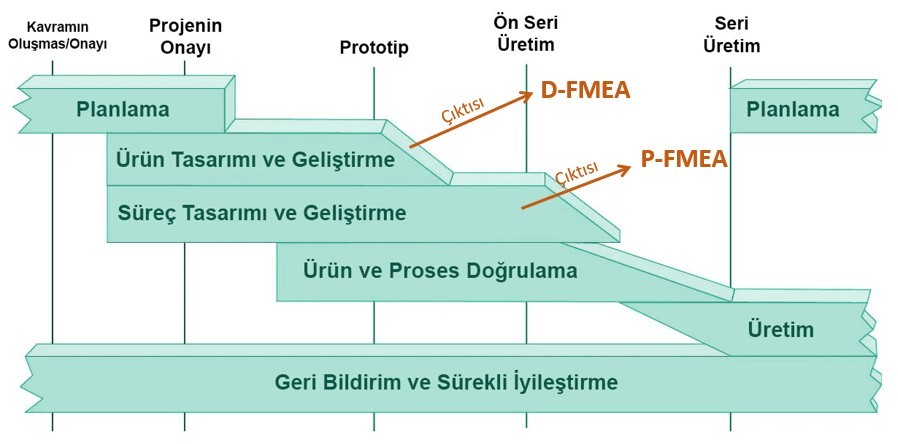
- Tasarım FMEA (D-FMEA): üretim öncesinde, ürünün fonksiyonelliği, malzeme seçimi ve güvenliği ile ilgili tasarım hatalarını önlemeye odaklanır.
- Proses FMEA (P-FMEA): üretim ve montaj aşamalarındaki insan, makine veya yöntem kaynaklı hatalara odaklanır.
- Hizmet FMEA: servis, lojistik veya sağlık gibi üretim dışı sektörlerdeki süreç aksaklıklarını ve müşteri memnuniyetini analiz eder.
- Makine FMEA (M-FMEA): üretim ekipmanlarının olası arızalarını (motor yanması, sensör hatası vb.) inceleyerek plansız duruşları azaltmayı hedefler.
FMEA Neden Uygulanır ve Avantajları Nelerdir?
FMEA sadece bir zorunluluk değil, bir kuruluşun “sürekli iyileştirme” kasını güçlendiren stratejik bir araçtır. Uygulandığında şu kritik avantajları sağlar:
- Hata önleme ve memnuniyet: hataları müşteriye ulaşmadan kaynağında engeller, böylece müşteri memnuniyetini ve kuruluşun marka imajını güvence altına alır.
- Maliyetlerin düşürülmesi: problemler ortaya çıktıktan sonra yapılan düzeltme faaliyetlerinin maliyeti yüksektir. FMEA, bu maliyetleri henüz oluşmadan minimize eder.
- Stratejik önceliklendirme: tasarım ve proseslerdeki riskleri analiz ederek, kaynakların hangi kritik noktalara yönlendirilmesi gerektiğini belirler.
- IATF 16949 uyumu: IATF 16949 standardının birçok maddesinde yer alan “risk tabanlı düşünme” gerekliliklerini tam olarak karşılar.
- Sürdürülebilirlik: ürün ve hizmetin kalitesini standartlaştırarak güvenilirliğin sürdürülebilir olmasını sağlar.
Proses FMEA (PFMEA) Ne Zaman ve Hangi Durumlarda Kullanılır?
FMEA daima yaşayan bir süreçtir. Özellikle aşağıdaki değişim ve gelişim noktalarında mutlaka güncellenmeli veya başlatılmalıdır:
- Yeni proje başlangıçları: yeni bir ürün veya hizmet devreye alınırken 5 Core Tools sürecinin merkezinde yer alır.
- Teknik değişiklikler: mevcut üründe malzeme değişikliği, proses ekleme/çıkarma veya yeni bir operasyon tanımlandığında kullanılır.
- Ekipman ve teknoloji güncellemeleri: makine, kalıp, aparat veya kontrol cihazı değişikliklerinde olası riskleri öngörmek için kullanılır.
- Dış etkenler: yasal mevzuatlardaki güncellemeler veya müşteri özel isteklerinin değişmesi durumunda kullanılır.
- Geri bildirim döngüsü: müşteriden gelen şikayetler, iç üretimde yaşanan kronik problemler veya PPAP revizyonları durumunda risk analizleri tekrar masaya yatırılır.
PFMEA Süreci ve Ön Hazırlık
FMEA süreci mümkün olduğunca erken başlatılmalıdır. İdeal olan, müşteri tarafından proses onayı verilmeden önceki ön hazırlık evresinde bu analizi tamamlamaktır. Eğer PFMEA çalışmaları üretim aşamasından önce bitirilmezse, bu durum IATF 16949 denetiminde doğrudan bir uygunsuzluk olarak karşınıza çıkabilir. Bu noktada, APQP zaman planına sadık kalmak kritik önem taşır.
1. Hazırlık ve Veri Toplama
Etkili bir FMEA analizi, doğru verilerin toplanmasıyla başlar.
- Kapsam belirleme: müşteri istekleri, yeni ürün devreye alma veya süreç değişikliği gibi analiz konusunun netleştirilmesi gereklidir.
- Teknik dokümantasyon: teknik resimler, iş akış şemaları, ürün ağacı, prototip verileri ve üretim şartnamesi gibi dokümanlar gereklidir.
- Geçmiş deneyimler (lessons learned): önceki benzer projelerde yaşanan problemler, kök neden analizleri, 8D raporları ve performans verileri gereklidir.
- Yasal ve müşteri şartları: ilgili yasal yükümlülükler ve varsa müşteri özel istekleri değerlendirmeye alınır.
2. Ekibin Kurulması
FMEA asla tek bir kişinin masa başında hazırlayacağı bir doküman değildir.
- Üretim ve tasarım: ürün tasarımı, kalite, üretim ve montajdan sorumlu mühendisler/sorumlular ekipte yer almalı.
- Teknik destek: kalıp, fikstür, mastar ve aparatların yapımından veya bakımından sorumlu teknik personel yer almalı.
- Tedarik zinciri: satınalma, lojistik ve gerekirse stratejik tedarikçilerin temsilcileri bu ekipte yer almalı.
Ekipte farklı departmanların olması, birinin göremediği riski diğerinin fark etmesini (beyin fırtınası) sağlar.
3. Analiz Aşaması
Analiz aşamasına geçerken ilk adım, formun üst kısmında yer alan izlenebilirlik bilgilerini doğru bir şekilde tanımlamaktır. Bu bilgiler, dokümanın hangi parça ve süreç için, kimler tarafından hazırlandığının yasal kanıtıdır.
Ayrıca yazının sonunda formun indirilebilir halini bulabilirsiniz.

Formun üst kısmında yer alan bilgiler ve tanımları:
- Parça numarası ve adı: analiz edilen parçanın sistemdeki benzersiz numarası ve tam adı buraya kaydedilir.
- Model yılı/program: parçanın kullanıldığı araç modeli veya projenin adı (Örn: X model 2025 programı) belirtilir.
- Takım üyeleri: süreçte görev alan ekibin isimleri ve iletişim bilgileri yazılır.
- Proses sorumlusu bölüm: analiz edilen operasyonun yönetiminden sorumlu olan departman yazılır.
- Kilit tarih: PFMEA çalışmasının tamamlanması gereken hedef tarih yazılır. Bu tarih, planlanan seri üretim başlangıç tarihini geçmemelidir.
- FMEA numarası: şirket içi doküman takip sistemine uygun bir referans numarası verilir.
- Hazırlayan: dokümantasyonun koordinasyonundan sorumlu kişinin bilgileri eklenir.
- Orijinal FMEA tarihi: analizin ilk kez başlatıldığı tarih kaydedilir.
- Revizyon FMEA tarihi: son güncelleme tarihi ve revizyon numarası eklenir. Her değişiklikte bu kısmın güncellenmesi izlenebilirlik açısından kritiktir.

PFMEA analiz sütunları ve uygulama adımları:
- Proses basamağı/fonksiyon & istekler: iş akış şemasındaki sıraya göre operasyonun adı (Örneğin: CNC işleme, montaj, paketleme) ve bu operasyondan beklenen teknik gereksinimler yazılır.
- Potansiyel hata türü: ilgili proseste “ne yanlış gidebilir?” sorusuna verilen cevaplar listelenir. Örneğin: parçanın eksik olması, hatalı ölçü, yüzey çiziği, yanlış etiketleme gibi…
- Hatanın potansiyel etkileri: hata gerçekleştiğinde bir sonraki istasyonda, montaj hattında veya son kullanıcıda ne gibi bir olumsuzluk yaratacağı analiz edilir.
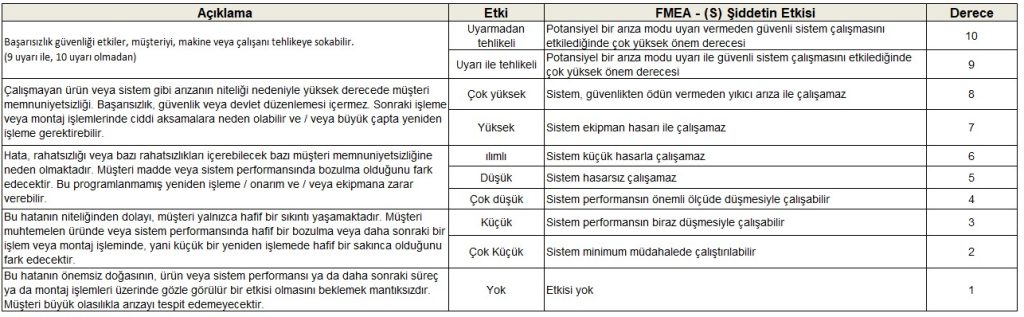
- Önemi (şiddeti): hatanın etkisinin ne kadar ciddi olduğunu belirten 1 ile 10 arası bir puandır. Güvenliği riske atan hatalar en yüksek puanı alır.
- Sınıflandırma: müşteri tarafından belirlenmiş veya kuruluşun kendi tanımladığı kritik karakteristikler için kullanılan sembollerin yer aldığı sütundur.
- Hatanın potansiyel sebepleri: hatanın neden meydana geldiği sorgulanır. Burada insan, makine, yöntem veya malzeme (4M ve 7M) kaynaklı kök nedenlere odaklanılır.
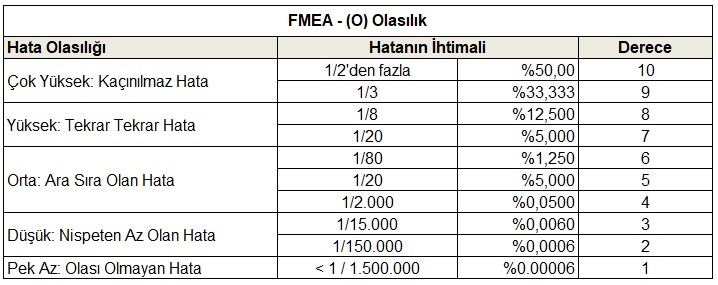
- Oluşum sıklığı: belirlenen hata sebebinin ne kadar sık gerçekleşebileceğini gösteren 1 ile 10 arası bir derecelendirmedir.
Not: Her süreç değerlendirilirken bir önceki operasyondan veya tedarikçiden gelen ürünün uygun olduğu kabul edilir.
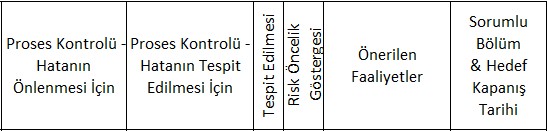
Mevcut kontroller ve risk değerlendirme:
- Proses kontrolü – hatanın önlenmesi için: hatanın kök nedenini henüz oluşmadan engelleyen mevcut mekanizmalardır. Örneğin: hata yapmayı engelleyen Poka-Yoke, operatör eğitimleri, mastar üretimi gibi…
- Proses kontrolü – hatanın tespit edilmesi için: hata oluşsa bile, ürün fabrikadan çıkmadan veya bir sonraki işleme geçmeden onu nasıl yakalayabileceğimizi belirler. Örneğin: mastar kontrolü, %100 kontrol gibi…
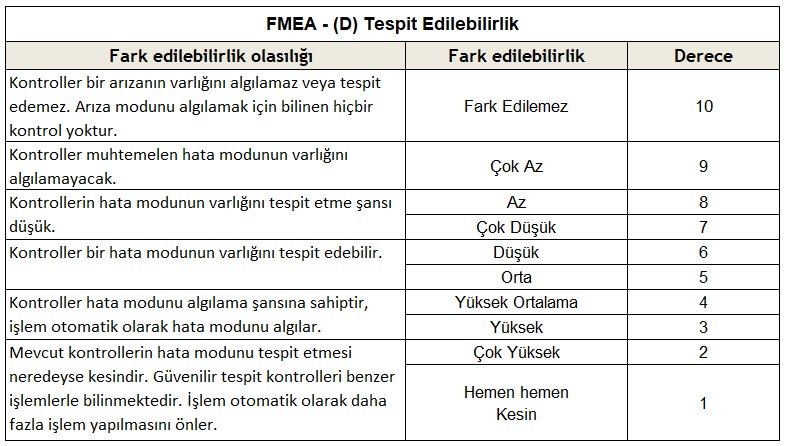
- Tespit edilmesi (saptanabilirlik): mevcut kontrol yöntemlerinizin hatayı yakalama kabiliyetini 1 ile 10 arasında puanladığınız yerdir. Hatanın kaçma ihtimali ne kadar düşükse, puan o kadar düşüktür.
- Risk öncelik göstergesi (RPN/AP): şiddet, olasılık ve saptanabilirlik puanlarının çarpımıyla (S x O x D) elde edilen değerdir. Bu sayı, hangi risklerin acilen ele alınması gerektiğini gösteren bir önceliklendirme yöntemidir.
- Önerilen faaliyetler: eğer risk puanı belirlenen eşik değerin üzerindeyse, riski düşürmek için yapılması planlanan yeni iyileştirmeler buraya not edilir. Hedef; olasılığı veya şiddeti düşürmek, saptanabilirliği ise artırmaktır.
- Sorumlu bölüm & hedef kapanış tarihi: önerilen faaliyetin kim tarafından ve ne zamana kadar tamamlanacağı netleştirilir. Bu, analizin havada kalmamasını ve bir aksiyona dönüşmesini sağlar.
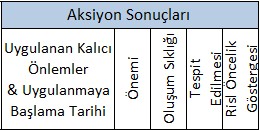
Aksiyon sonuçları: iyileşmenin kanıtlanması:
- Uygulanan kalıcı önlemler ve uygulanmaya başlama tarihi: planlanan faaliyetin olarak ne zaman ve nasıl hayata geçirildiği detaylandırılır.
- Önem (şiddet): yapılan aksiyon genellikle hatanın etkisini değiştirmez; ancak tasarımda bir değişiklik yapıldıysa bu puan güncellenebilir.
- Oluşum sıklığı: alınan önleyici faaliyetler (proses iyileştirmeleri) sonucunda hatanın artık ne kadar daha seyrek gerçekleşeceği yeniden puanlanır.
- Tespit edilmesi (saptanabilirlik): yeni eklenen kontrol mekanizmaları sayesinde hatayı yakalama kabiliyetindeki artış puanlanarak kaydedilir.
- Risk öncelik göstergesi (RPN/AP): yeni değerlerin çarpımıyla (S x O x D) son risk puanı hesaplanır. Bu aşamada puanın belirgin şekilde düştüğünü görmek, çalışmanın etkinliğini gösterir.
4. Risk Değerlendirme Tabloları ve Puanlama
FMEA analizinde riskleri ölçmek için üç temel kriter (şiddet, olasılık, saptanabilirlik) kullanılır. Her kriter için 1’den 10’a kadar puanlama yapılır.
Şiddet (S) tablosu: hatanın müşteri ve güvenlik üzerindeki etkisini ölçer.
Olasılık (O) tablosu: hata nedeninin ortaya çıkma sıklığını tahmin eder.
Saptanabilirlik (D) tablosu: mevcut kontrollerin hatayı yakalama kabiliyetini ölçer.
Risk öncelik göstergesi (RPN) formülü:
RPN = Şiddet (S) x Olasılık (O) x Saptanabilirlik (D)
Sonuç
FMEA, sadece bir form doldurma işlemi değil; hataları daha oluşmadan engelleyen proaktif bir yönetim tekniğidir. Doğru bir analiz ile riskleri önceliklendirmek, kuruluşun maliyetlerini düşürürken müşteri güvenini ve ürün kalitesini en üst seviyeye taşır. Unutmayın; kalite, hataları düzeltmek değil, onları önceden görebilmektir.




Bir yanıt yazın