
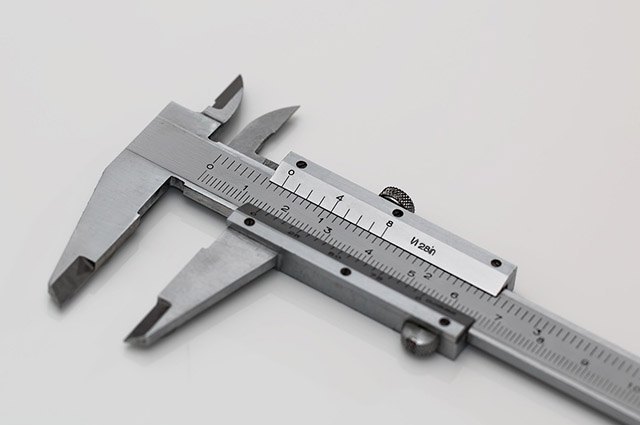
Analog, mekanik yada verniyerli olarak adlandırılan bu kumpaslar, sanayide en çok kullanılan ölçüm aletlerindendir. Dijital kumpaslarda ölçüm değeri ekran üzerinden gösterildiğinden kullanımı daha kolaydır fakat analog kumpaslarda nasıl okuma yapılacağını bilmek önemlidir.
Kumpasın diğer türlerini incelemek için Kısaca Kumpas Nedir? Türleri ve Özellikleri yazısını okuyabilirsiniz.
Analog kumpaslarda ölçüm gövde ve verniyer skalasına bakılarak yapılır. Hassasiyetlerine göre en çok 0,05 mm, 0,02 mm ve 0,01 mm kumpaslar kullanılır.
Örneğin 0,05 mm hassasiyetteki bir kumpasta; gövde üzerindeki bölüntülere bakıldığında 2 çizgi arası 1 mm’dir. Verniyer üzerindeki bölüntülere bakıldığında; 19 mm’lik alan verniyerde 20 eşit aralığa bölünmüştür. Yani verniyerde iki çizgi arası; 19/20=0,95 mm’dir. Gövde skalası ile verniyer skalası arasındaki fark 1,0-0,95=0,05 mm hassasiyetindedir.
Aynı şekilde 0,02 mm hassasiyetindeki kumpası incelersek; gövde üzerindeki 49 mm’lik alan, verniyerde 50 eşit aralığa bölünmüştür. Yani verniyerde iki çizgi arası; 49/50=0,98 mm’dir. Gövde skalası ile verniyer skalası arasındaki fark 1,0-0,98=0,02 mm hassasiyetindedir.
Kumpas Kullanılmadan Önce Dikkat Edilmesi Gerekenler
- Ölçüm öncesinde veya vardiya başlangıcında kumpas detaylı temizlenmeli.
- Her ölçümden önce kumpasın sıfır ayarı mutlaka kontrol edilmelidir.
- Ölçülecek alanın istenen hassasiyetinden 1/10 daha hassas bir kumpas tercih edilmeli.
Ölçüm Nasıl Yapılır?

Tutuş: Kumpasın gövdesini sağ elin dört parmağıyla kavrayın. Sürgüyü hareket ettirmek için baş parmağınızı kullanın.
Hazırlık: Ölçülecek yüzeylerin temiz ve çapaksız olduğundan emin olun.
Yerleştirme: Parçayı, şekline göre ölçüm çenelerine dik veya paralel yerleştirin.
Ölçüm: Baş parmakla sürgüyü hareket ettirerek çenelerin parçaya hafifçe temas etmesini sağlayın. Fazla sıkmayın.
Doğrulama: Güvenilir sonuç için aynı parçadan en az 3 defa ölçüm alın.
Ölçüm Esnasında Dikkat Edilmesi Gerekenler
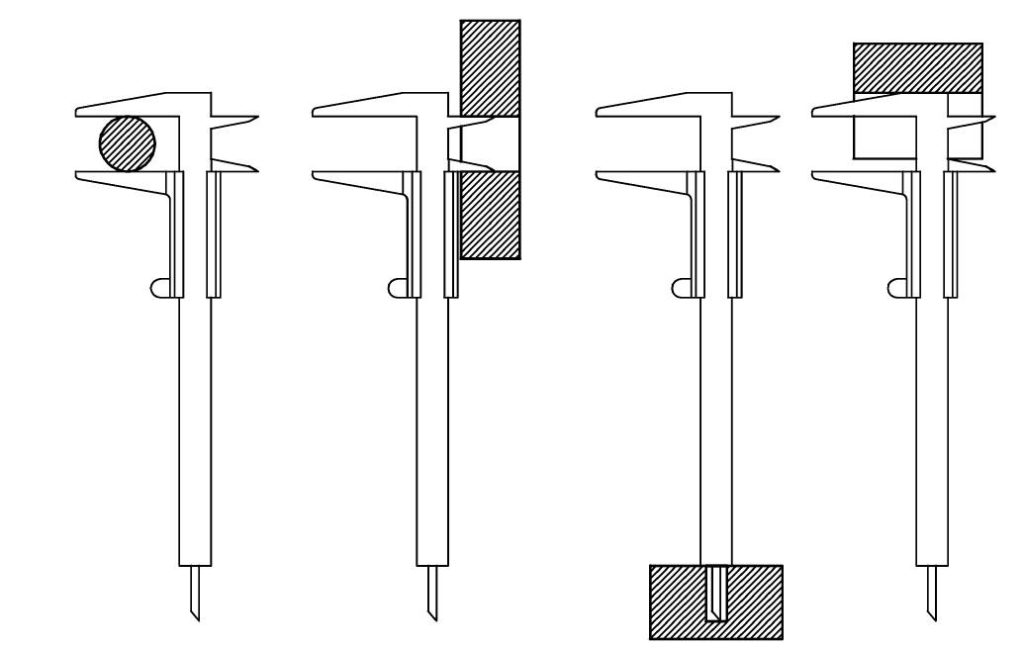
İç ve dış çap ölçümlerinde, ölçüm değerini değiştirecek miktarda baskı uygulanmamalıdır. Fazla baskı kumpasın çenelerinin eğilmesine sebep olabilir, bu da ölçüm sonucunun yanlış okunmasına sebep olur.
Dış çap ölçülürken: kumpasın çeneleri ile parça aynı hizada olmalıdır. Dış çap ölçümünde en dar ölçüyü istediğimizden, çapraz tutulması halinde ölçüm yanlış okunur.
İç çap ölçülürken: iç çap dairesel ise, en geniş ölçüyü almamız gerekiyor. Hem parça hem kumpas hafif oynatılarak, kumpasın çenelerinin en geniş ölçüye oturması sağlanabilir.
Derinlik ve kademe ölçümleri noktasında, standart kumpasın yeterli dayama alanı olmadığından hassas ölçüler alınamayabilir. Bu ölçümler için özel olarak üretilmiş kumpasları kullanmak daha iyi olacaktır.
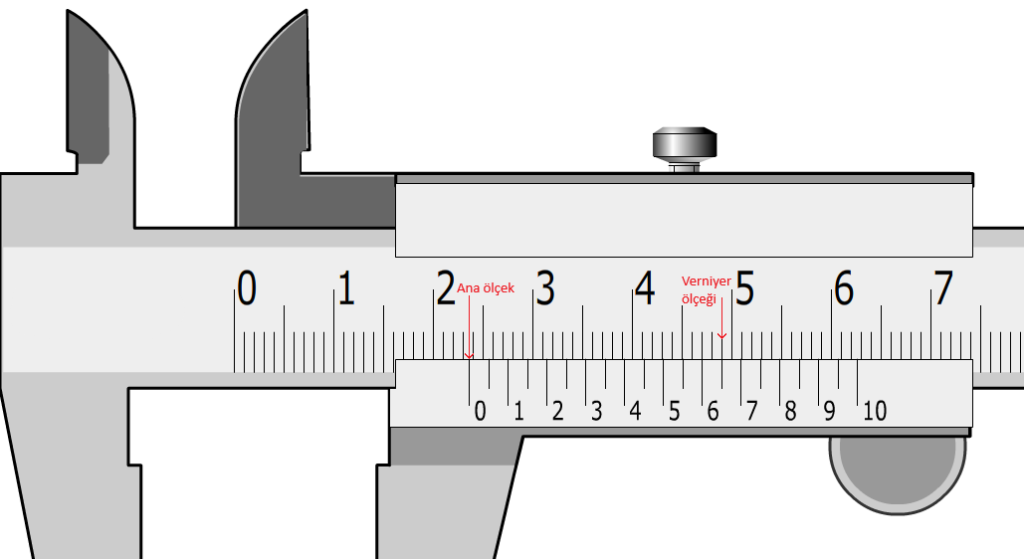
Ölçülen Değer Nasıl Okunur?
1. Ana Ölçek Okuması
- Verniyer skalasındaki “0” çizgisinin hemen solunda kalan ana skaladaki (gövde üzerindeki büyük cetvel) tam milimetre (mm) değerini okuyun.
- Bu, ölçümün tam kısmıdır.
2. Verniyer Ölçek Okuması
- Verniyer skalasındaki çizgilerden hangisinin ana skala üzerindeki bir çizgiyle tam olarak üst üste geldiğini bulun.
- Bu üst üste gelen çizginin değerini (genellikle kumpasın hassasiyeti ile çarpılır, örneğin 0.02 mm) okuyun.
- Bu, ölçümün ondalık (küsurat) kısmıdır.
3. Sonuç
- Ana Ölçek Okuması ile verniyer ölçek okumasını toplayın.
Örnek: “0” çizgisi 23 mm’yi geçtiyse (ana okuma) ve verniyer üzerindeki 0,65 çizgisi tam üst üste geldiyse (verniyer okuması), sonuç: 23 mm + 0,65 mm = 23,65 mm’dir.




Bir yanıt yazın